dorosh
Форумчанин
-
Зарегистрирован
-
Посещение
Весь контент dorosh
-
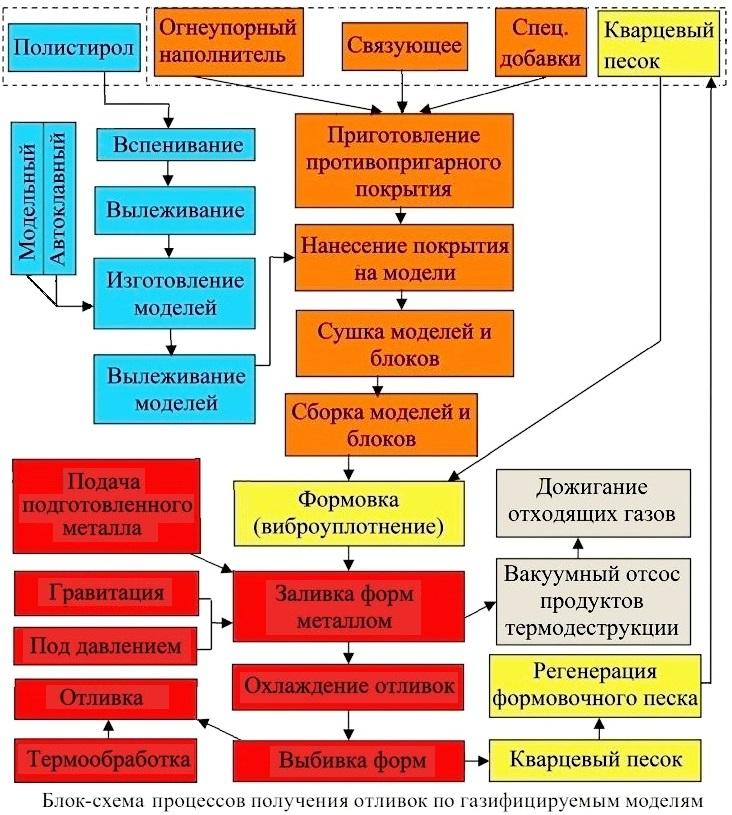
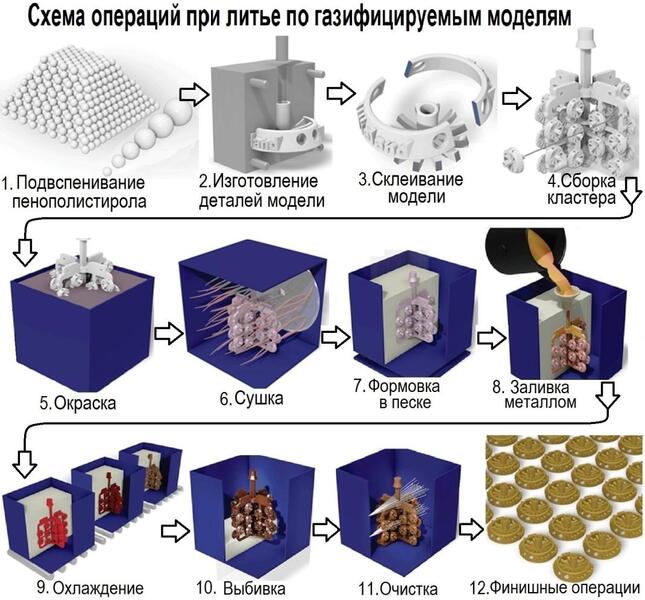
Организация литейного цеха/участка «под ключ». Рекомендации по организации цеха/участка для литья металлов по газифицируемым моделям (ЛГМ) Максимальная масса отлитой детали ограничена лишь объемом печей и ковшей, толщина стенок не ограничена. Имеется опыт литья многотонных штампов. Качество поверхности обеспечивается огнеупорными красками из недефицитных материалов. Масса необходимого жидкого металла, например, для получения 2500 т./год отливок считается как для традиционных технологий литья (по ЛГМ только выше выход годного на 10-20%) с учётом: - коэффициент годных отливок - 0,96, - масса литниковой системы, прибылей – 0,6-0,8 G дет. (для цветного литья и чугуна меньше), - остаток в печи, ковшах и др. потери - 0,1-0,2, - составит = 5000 т/год; 416,7 т/мес.; 17,4 т/сутки(в т.ч. возвратные собственные отходы металла переплавляются повторно).. Для деталей массой 0,2 ? 20 кг. рекомендуем использование печей ИСТ-0,5 двухтигельных при работе минимум в 2 смены в сутки. Сменная производительность печи в среднем составляет 3,5?4,0 т/смену - 7?8 т/сутки. Минимальное количество печей составит – 3 шт. Технология ЛГМ предполагает наличие минимально 2-х участков: - модельного (может бьть на втором этаже, т.к. плотность моделей около 26 кг/куб.м), - формовочно-заливочного. Модельный участок имеет площадки: - предварительного подвспенивания и хранения пенополистирола; - сборки и задувки пресс-форм; - спекания пресс-форм; - хранения и сборки моделей в «кусты»; - покраски и сушки моделей и «кустов»; - хранения готовых к заливке моделей. Формовочно-заливочный участок имеет площадки: - сборки и формовки моделей в контейнерах, - заливки, - охлаждения, - удаления деталей из контейнеров и высыпки песка, - хранения, подготовки и регенерации формовочного песка, - нейтрализации газов и пыли, - разделки, очистки и хранения отливок, - подготовки и хранения шихты, - площадки печей, - системы водооборота (при необходимости), - лаборатории (при необходимости). Для работы выше перечисленных участков необходимо наличие электроэнергии, сжатого воздуха, воды, газа, цеховой вентиляции. Целесообразно для сокращения потерь времени по технологической цепочке и на вспомогательных операциях разместить формовочно-заливочный участок (цех) в одном здании площадью около 2500 м2. В этом случае возможно использование разработанных и поставляемых ФТИМС НАН Украины (г.Киев) транспортных систем (рольганги, монорельсы, вакуум-транспорт песка), связывающих технологическое оборудование в линию. Сроки поставки оборудования (и монтаж) обычно меньше 1-1,5 года со дня заключения договора и авансирования. Стоимость проектирования цеха не учтена и обычно выполняется региональным институтом, имеющим лицензию на проектирование цехов. Обучение специалистов - по отдельному договору. Исп. Дорошенко В.С. doro55v@gmail.com, т. 38-066-1457832, Влад






-
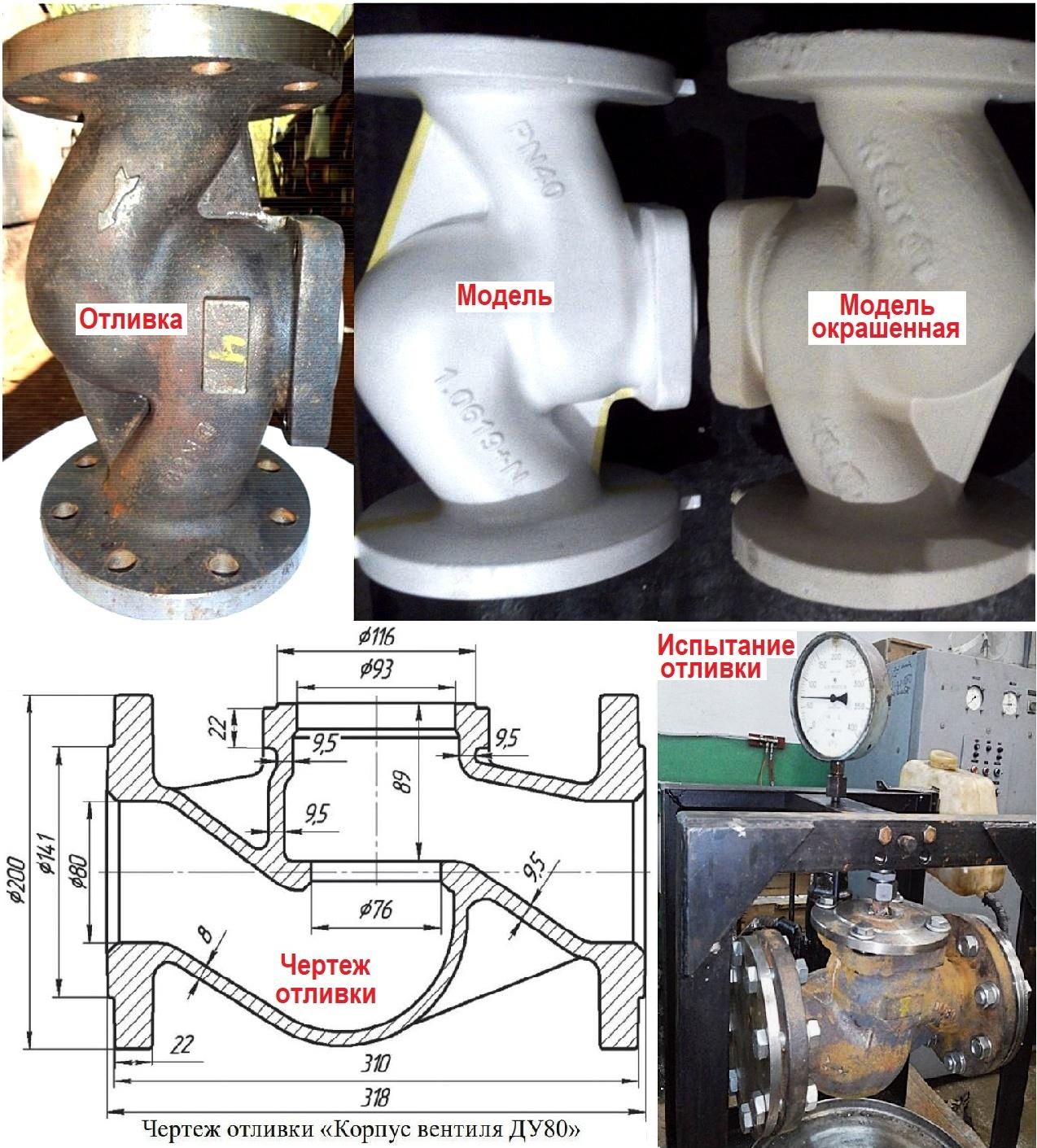
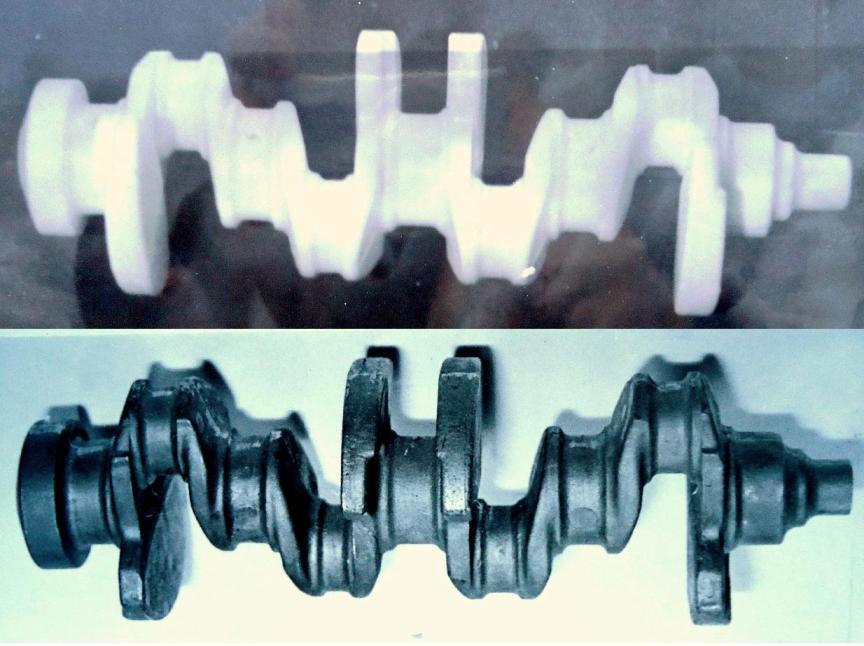
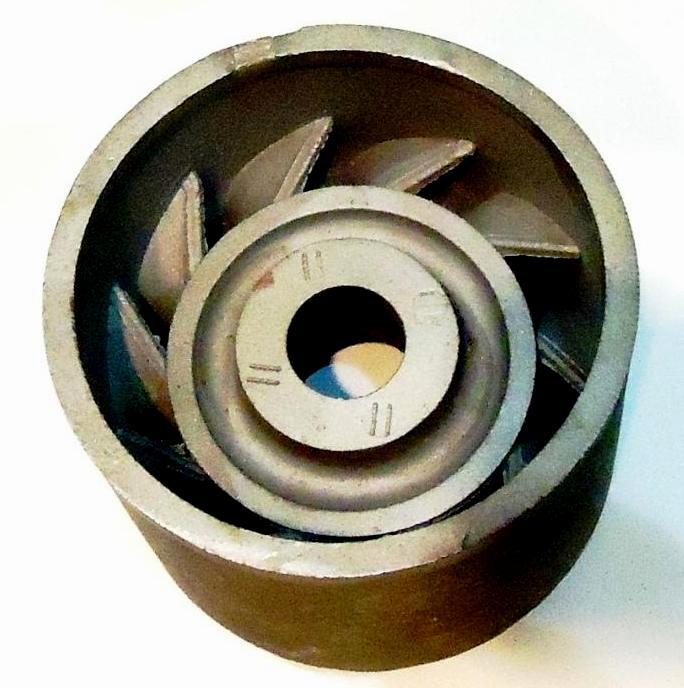
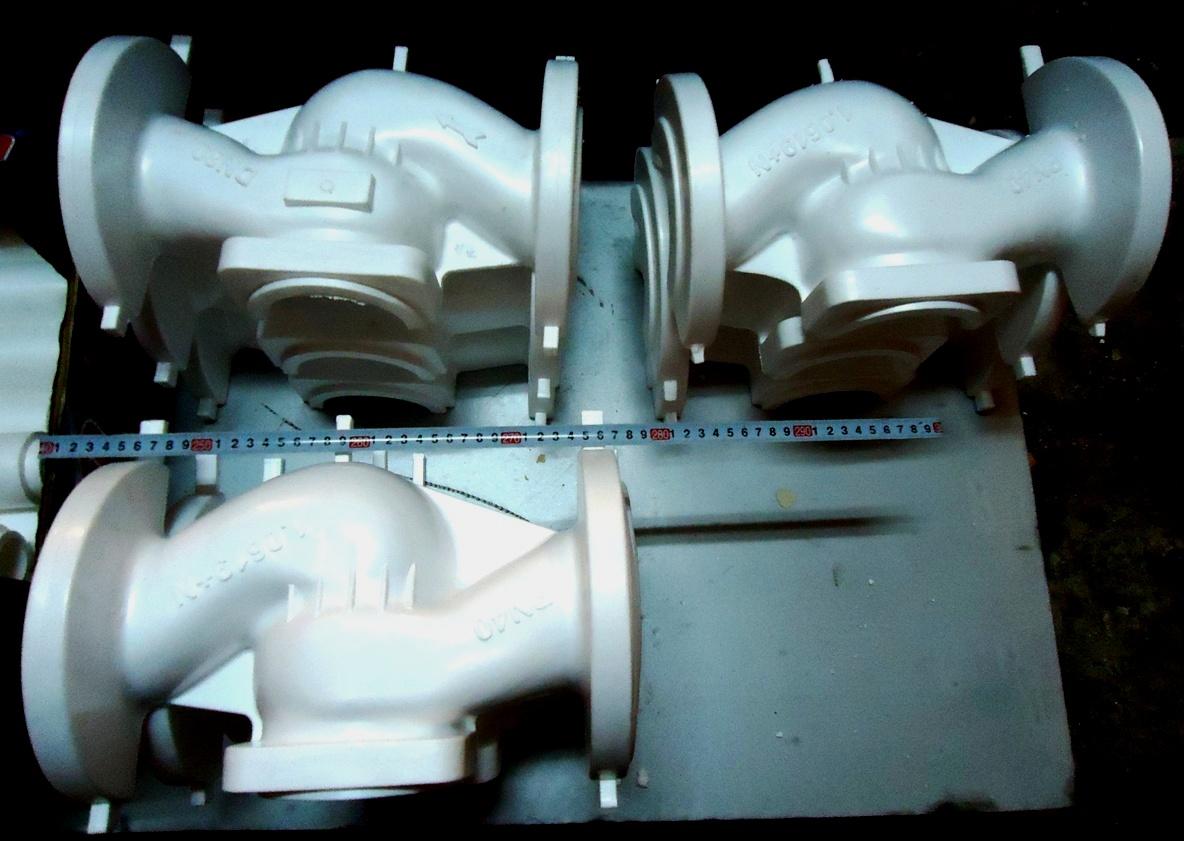
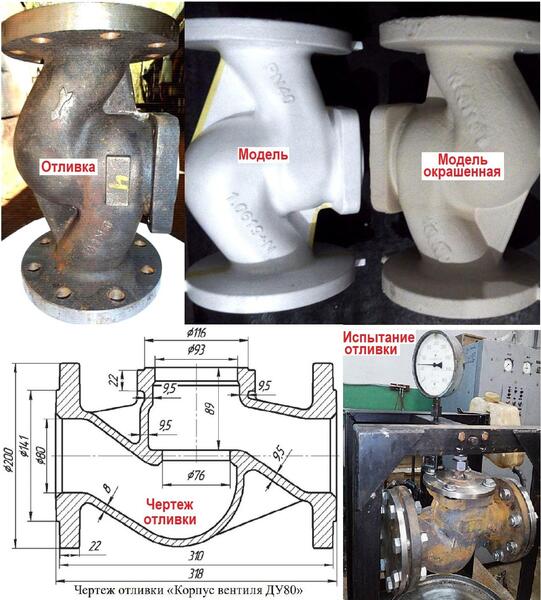
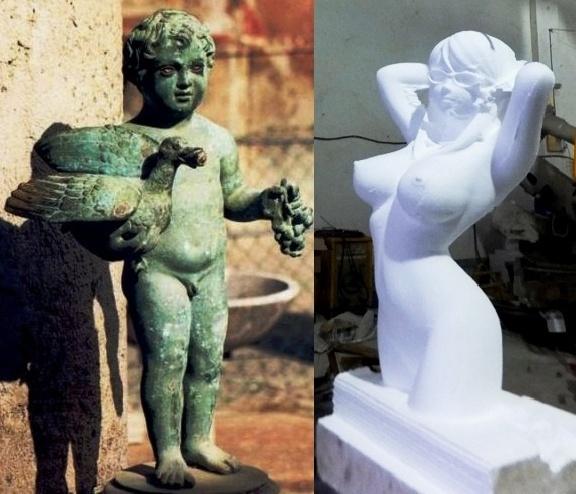
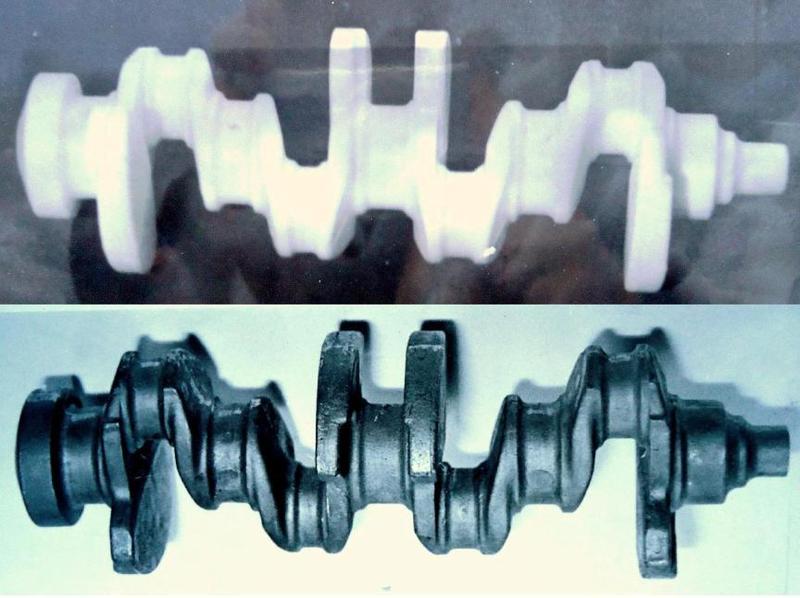
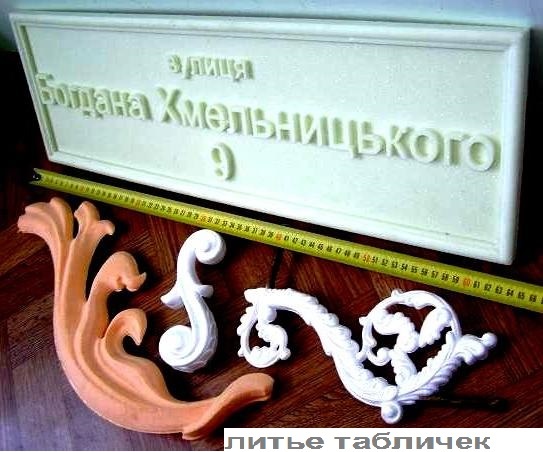
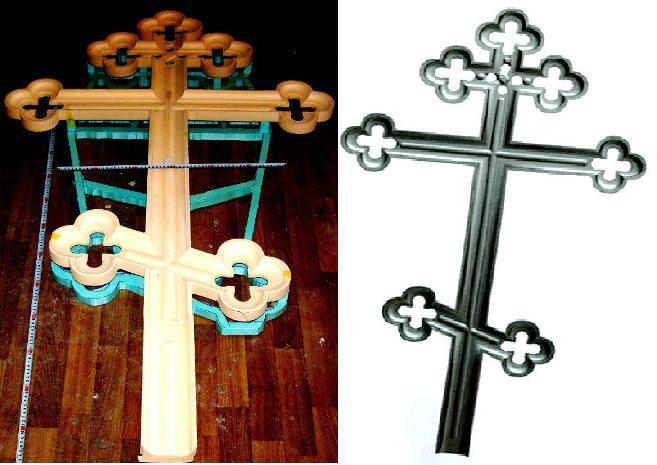
Было пенопластовое - стало металлическое. Декоративные и технические отливки по моделям из пенопласта.Литейные заготовки и отливки из металла. Различные типы зубчатых колес, цилиндры двигателей, абразивные диски, дроссели, холодильные цилиндры и валы машин, детали пищевой аппаратуры. Насосы, вентили и другие детали нефтедобывающей, химической и нефтеперерабатывающей промышленности и арматуростроения. Топочна арматура котлов, детали пароперегревателей, газовые сопла, подовые плиты термических печей, бронеплиты для печей обжига цементной промышленности, детали центробежных и поршневых насосов, компрессоров и трубопроводной арматуры, трубы и фасонные детали для трубопроводной арматуры, теплообменников и другие детали химической аппаратуры. Блоки и головки цилиндров, выхлопные патрубки двигателей внутреннего сгорания, паровых машин и турбин. Поршни и гильзы цилиндров паровых машин, тепловозных и судостроительных дизелей, детали кислородных и газовых мотокомпресорив. Крышки и днища цилиндров дизелей, головки поршней, маслоты поршневых колец, холодильные цилиндры и валы машин для производства бумаги, картона и сушильных машин. Пресс-формы для стеклянных изделий, детали печного оборудования, ролики чистовых клетей листопрокатного стана. Колосники и балки горна агломерационных машин, детали контактных аппаратов химического оборудования, решетки трубчатых печей нефтеперерабатывающих заводов, детали турбокомпрессоров, детали стекломашин, термических печей, электролизеров, колосники, облицовочные плиты вагонов, для тушения огня. Арматура химического машиностроения, печная арматура, детали цементных печей, вставки для армирования брусков второстепенной зоны охлаждения, установок непрерывной разливки стали, футеровки мельниц. Холодильные плиты доменных печей, колосники агломерационных машин, детали коксохимического оборудования, реторты, детали газотурбинных двигателей и компрессоров, горелки, кокили, стеклоформ, выхлопные коллекторы дизелей. Износостойкие детали гидромашин, которые перекачивают абразивные смеси, футеровки пилепроводив. Размолочные детали угле- и рудорозмелювальних мельниц, ковши пескомета, склиз, высокостойкие лопатки дробеметных импеллеров. Детали, не поддаются воздействию постоянных и переменных нагрузок. Детали аппаратуры для азотной и фосфорной кислот. Детали, которые работают при механических нагрузках в среде кислот, в щелочах высокой концентрации, азотной кислоте, растворах и расплавах солей при температуре до 1273 К. Детали центробежных насосов, реторты для цементации, сопла горелок, цилиндры, корпуса золотников, гребки печей обжига. Сопла для пескоструйных аппаратов и детали, которые подвергаются абразивному истиранию. Соединенные детали пар трения, работающих в цинковом растворе агрегатов горячего цинкования. Детали арматуры котлов, пароперегревателей котлов, детали обжиговых колчеданных печей, нагревательных кольцевых печей. Износостойкие детали размольного оборудования, детали насосов, футеровки мельниц, дробильных и пескоструйных камер. Немагнитные детали, сопряженные трущиеся детали арматуры. Маслоты поршневых компрессионных и маслосъемных колец, седла и направляющие втулки клапанов дизелей и газомотокомпрессоров. Детали прессов и размольных мельниц машин для производства бумаги. Немагнитные литые детали электротехнической промышленности. Вставки гильз цилиндров, головки поршней, седла и направляющие втулки клапанов и выхлопные коллекторы двигателей внутреннего сгорания, отливки: крышки для турбогенераторов, корпуса для распределительных устройств, фланцы изоляторов, клеммники, коллекторы выхлопных газов и другие отливки. doro55v@gmail.com, т. 38-066-1457832, Влад









-
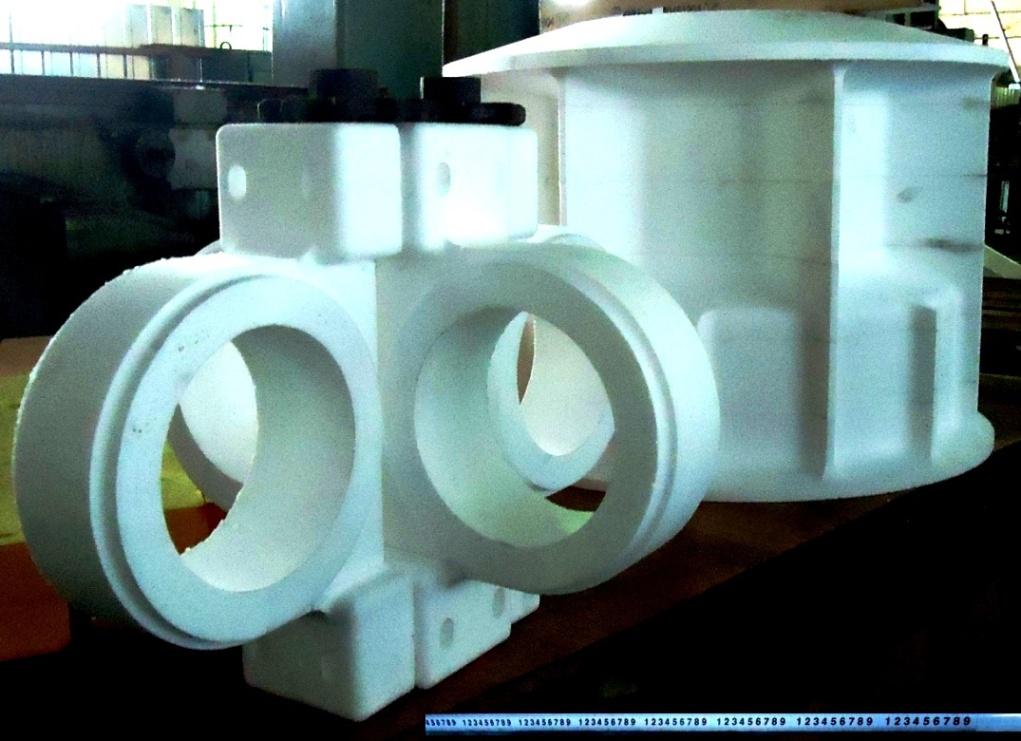
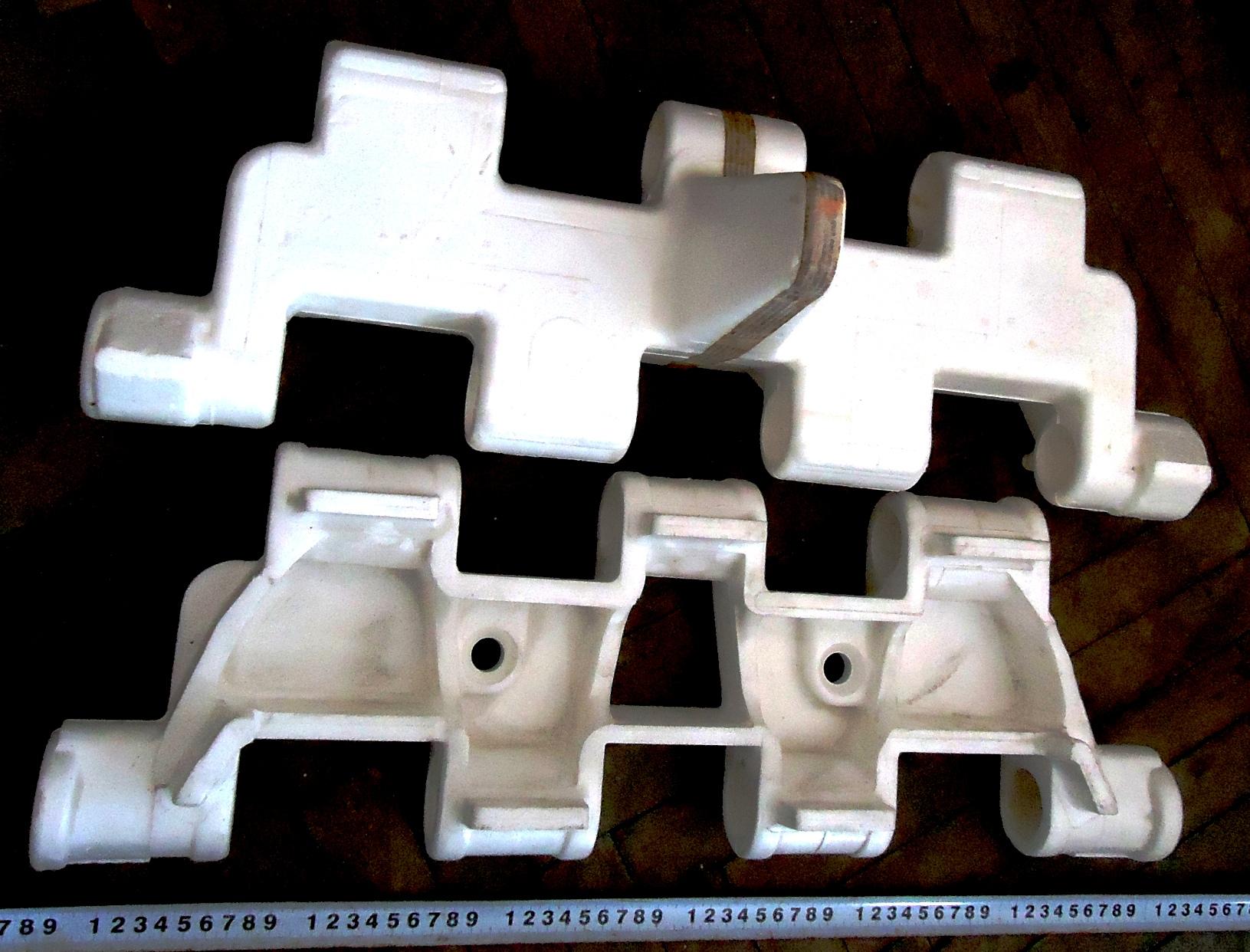
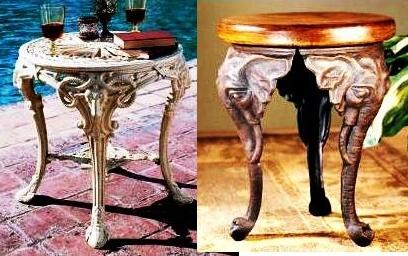
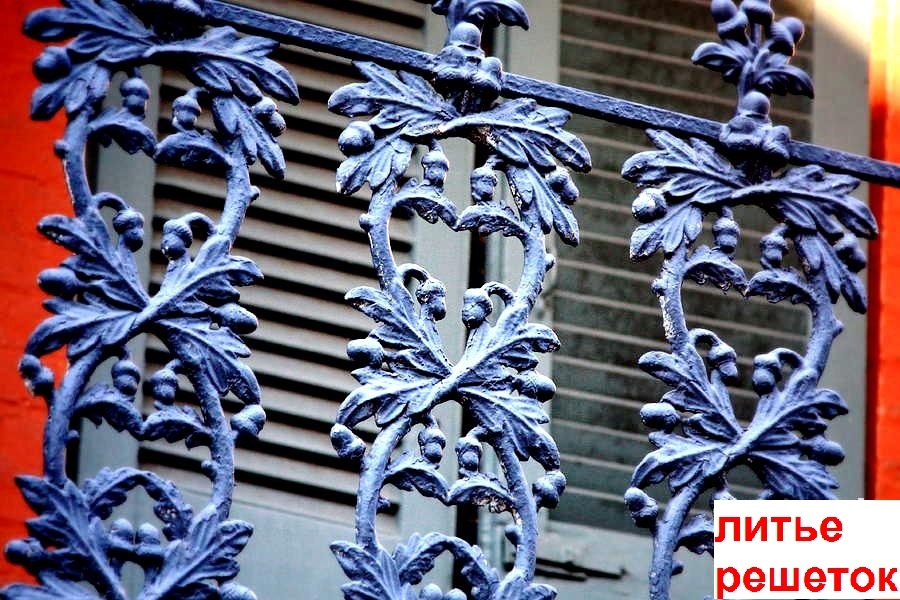
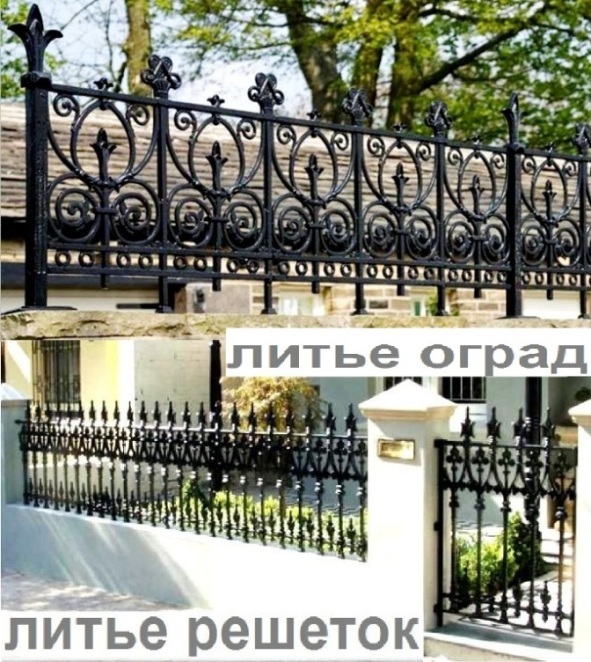
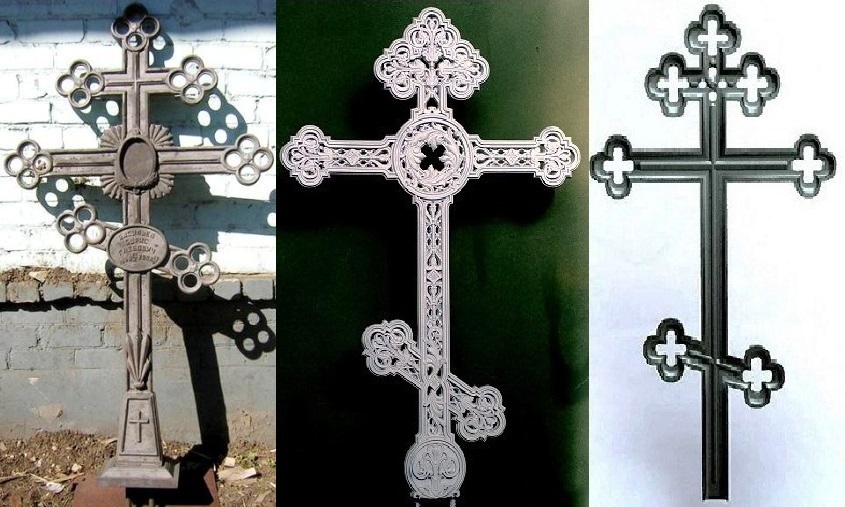
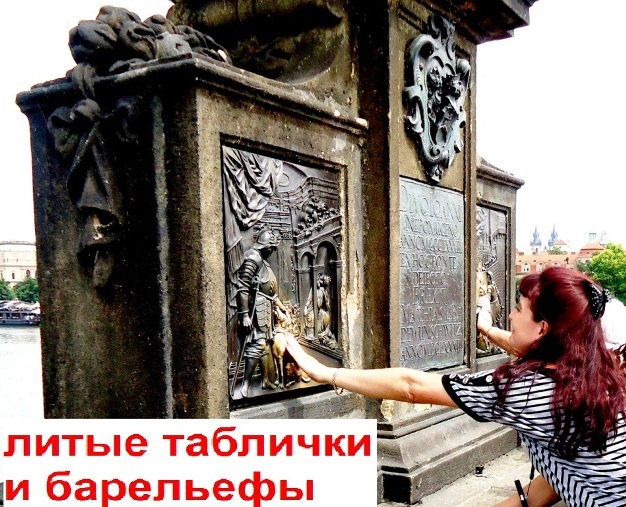
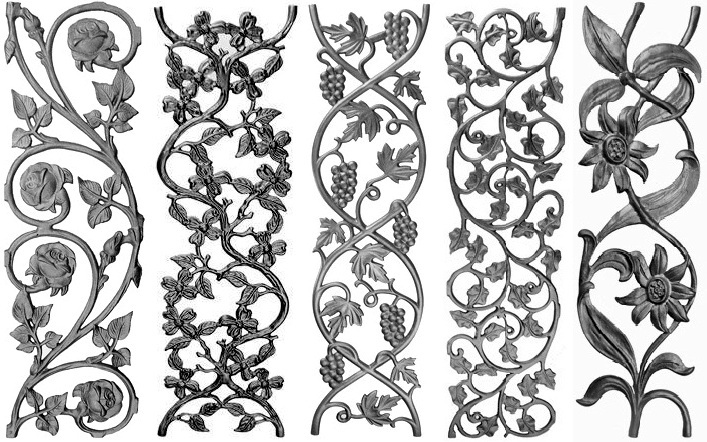
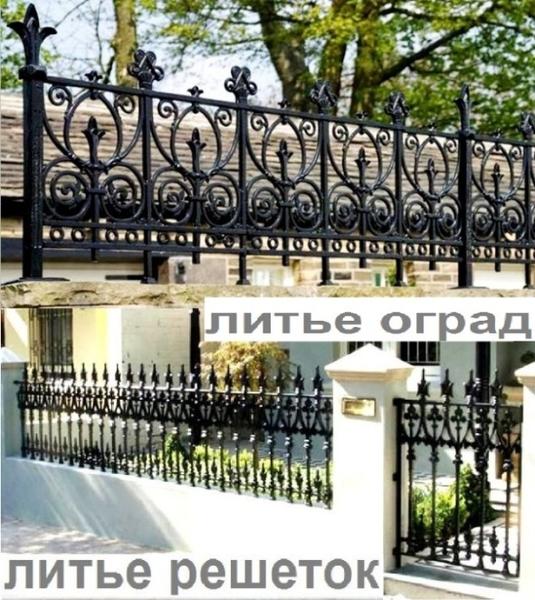
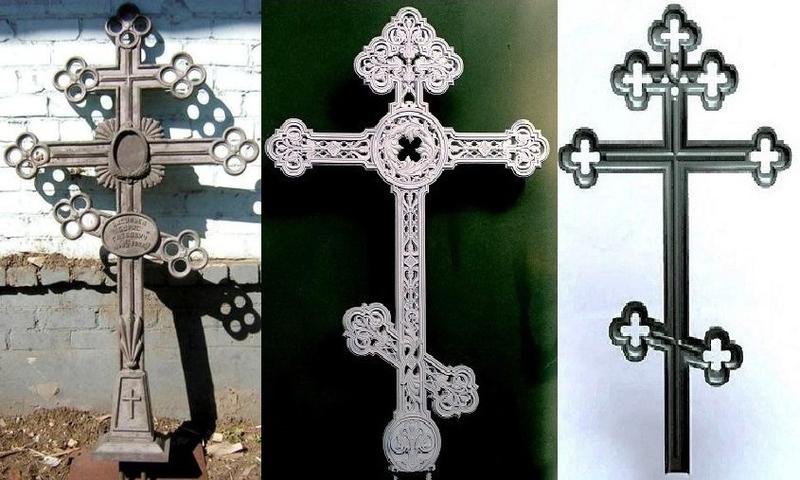
Литье металла по газифицируемым моделям Lost Foam Casting набирает популярность у литейщиков, а также развивается в наших цехах. Производство отливок и оснащение оборудованием литейных цехов, отливки запасных частей для ковшей, рыхлителей и отвалов: зубья, коронки, протекторы, адаптеры к ковшам экскаваторов, погрузчиков. На трактор противовес, утяжелитель. Литые траки, сельхоз и тракторные отливки. Зуб для ковша экскаватора, коронка ковша, зуба. Литье грузов, а также сельхоз и тракторных отливок из черных и цветных металлов развесом 0,1-1200 кг. Литейный цех производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц - серийные и разовые детали. Льются декоративные и технические отливки, решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички, чугунные гантели, гири, утяжелители, блины. Проектируется и поставляется оборудование литейки - цехов и участков, разработана технология и оснастка, наладка и внедрение технологии. Изготовление пресс-форм для моделей выполняют точным литьем. Влад, doro55v@gmail.com, т. 38-066-1457832Было пенопластовое - стало металлическое. Декоративные и технические отливки по моделям из пенопласта. Lost Foam Casting Process. Литейный цех по этой технологии перешел на художественные отливки и производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц и выполняет заказы на серийные и разовые детали. Скамейки, фонари литые, отливки столбиков, решеток, оград и техническое литье металла. Льем художественные и технические отливки, примем заказ на чугунные гантели, гири, решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички. Конструкторы проектируют оборудование цехов и участков, разрабатывают для них технологию и оснастку и поставляет полный комплект литейного оборудования с его наладкой и внедрением технологии. Оснастку и разовые модели режут из пенополистирола на 3D-фрезерах, изготовление пресс-форм для пенопластовых моделей часто выполняют точным литьем по ЛГМ-процессу. Декоративные и технические отливки по моделям из пенопласта. Литейщики производят художественные отливки из чугуна, стали, алюминия, медных сплавов, выполняет заказы на серийные и разовые детали. Скамейки, фонари литые, отливки столбиков, решеток, оград и техническое литье металла. Льем художественные и технические отливки, примем заказ на чугунные решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички, гантели, гири. Оснастку и разовые модели режут из пенополистирола на 3D-фрезерах, изготовление пресс-форм для пенопластовых моделей часто выполняют точным литьем. Примеры, по которым можно отлить изделие для заказчика, или изготовить оригинальное литье. так вырезают модели из пенопласта на станках с ЧПУ или 3D фрезерах, и по таким моделям можно получать большинство отливок, показанных выше При изготовлении моделей с помощью станков с ЧПУ для резки пенопласта трехмерная модель сложной детали разбивается на простые элементы, которые вырезаются на станке. Затем, склеив их, получают модели больших габаритов с достаточно сложной формой (корпуса крупногабаритных двигателей, насосов, редукторов, станины). Так получают модели для литья в мелкосерийном и единичном производстве, когда изготовление литейной формы другим способом экономически невыгодно. По этой технологии расплавленный металл заливается прямо в модель и замещает ее в формовочной смеси. Этапы производства. Строится объемная модель детали в трехмерной CAD-системе (SolidWorks, Компас 3D, CATIA, Autodesk Inventor и т.д.). Объемная модель разбивается на более простые фрагменты, которые технологически возможно вырезать на станке фигурной резки пенопласта. Контуры фрагментов компонуются в размер пенопластовой заготовки и готовятся файлы управляющих программ. Резка на станке с ЧПУ и при необходимости ручная доработка деталей. Соединение фрагментов в модель.


















.jpg.304e91341be7de193713940c373f1dd6.jpg)




























.gif.619f63c7ec897cd61ffac1f75fb8be5f.gif)
 Привлечение криотехнологии в литейное производство (Investment Casting with Ice Patterns преследует цель заменить льдом органические материалы для изготовления разовых литейных моделей в целях ресурсосбережения и повышения экологической безопасности Литье по газифицируемым моделям ЛГМ - Lost Foam Casting, литье по ледяным моделям - Investment Casting using Ice Patterns, doro55v@gmail.com, (тел +38066 1457832) льем отливки в нашем литейном цехе и проектируем литейные участки + поставляем оборудование и оснастку Подробнее смотри: Что может быть ЛИМ.pdf Мониторинг и лед.pdf Лед мод эко предприятия.pdf Крио арматура.pdf лед Дорошенко МТТ.pdf лед Дорошенко МТТ.pdf
Привлечение криотехнологии в литейное производство (Investment Casting with Ice Patterns преследует цель заменить льдом органические материалы для изготовления разовых литейных моделей в целях ресурсосбережения и повышения экологической безопасности Литье по газифицируемым моделям ЛГМ - Lost Foam Casting, литье по ледяным моделям - Investment Casting using Ice Patterns, doro55v@gmail.com, (тел +38066 1457832) льем отливки в нашем литейном цехе и проектируем литейные участки + поставляем оборудование и оснастку Подробнее смотри: Что может быть ЛИМ.pdf Мониторинг и лед.pdf Лед мод эко предприятия.pdf Крио арматура.pdf лед Дорошенко МТТ.pdf лед Дорошенко МТТ.pdf










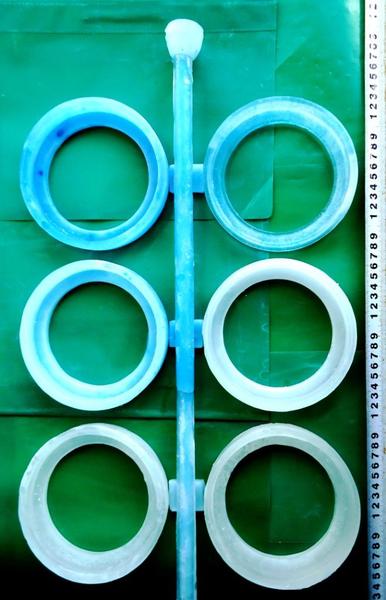



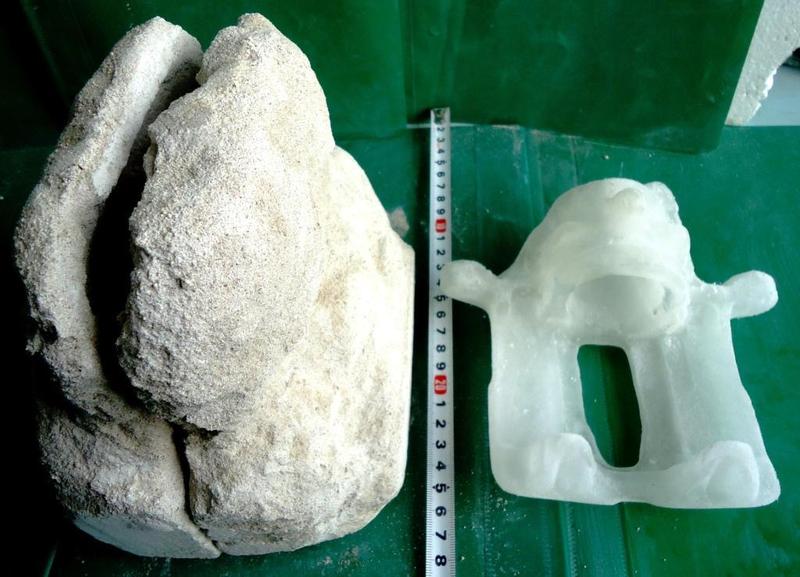




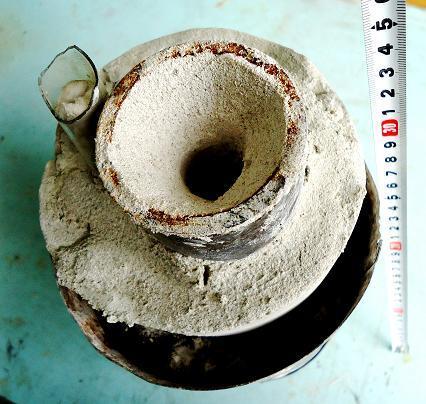



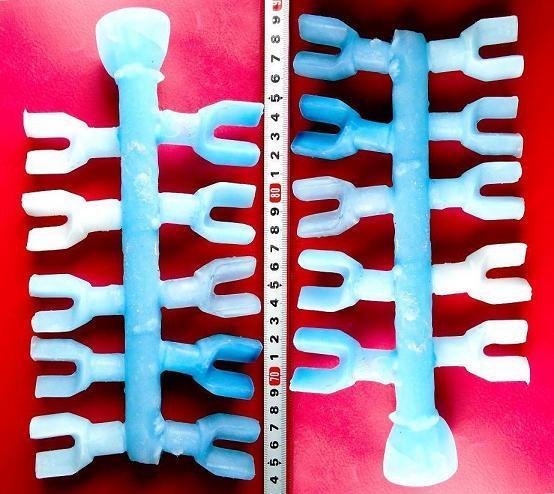






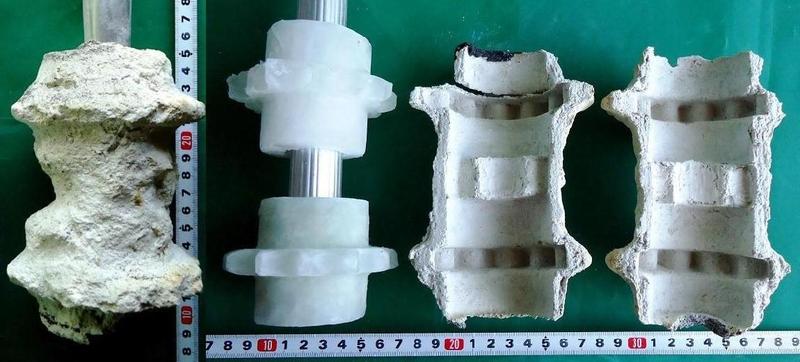





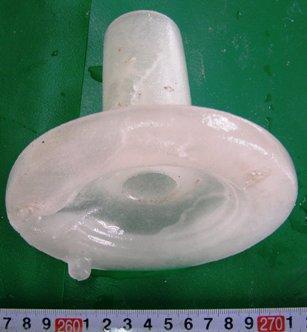
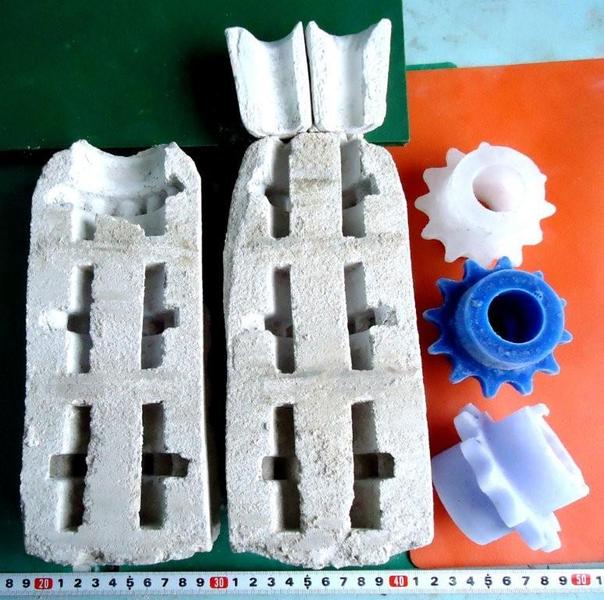






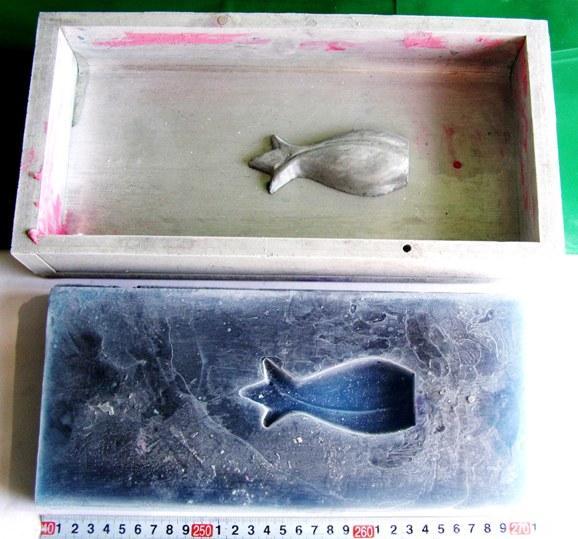
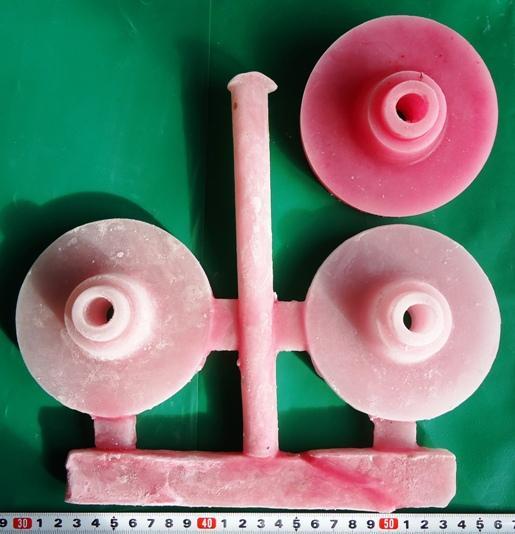

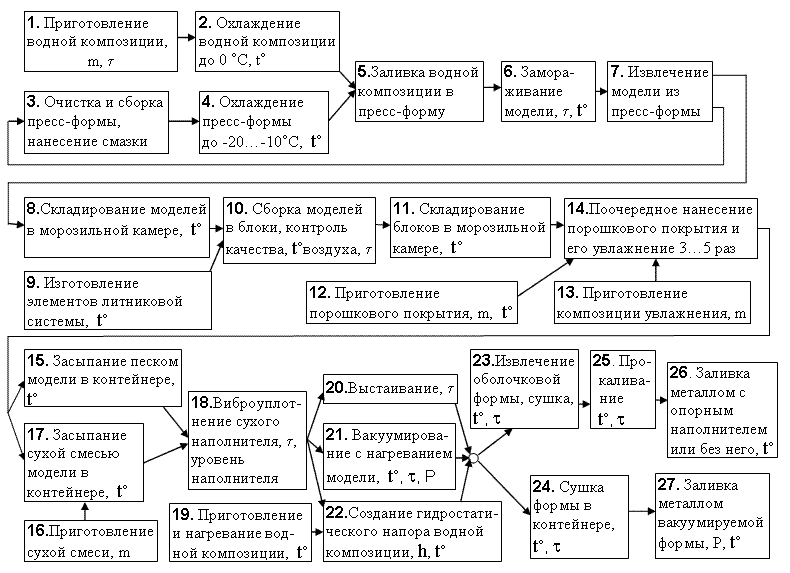
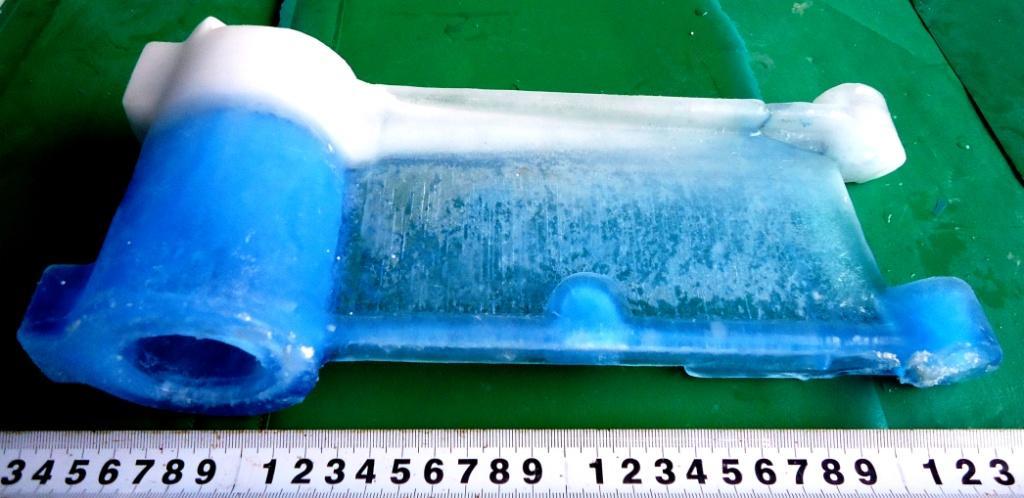
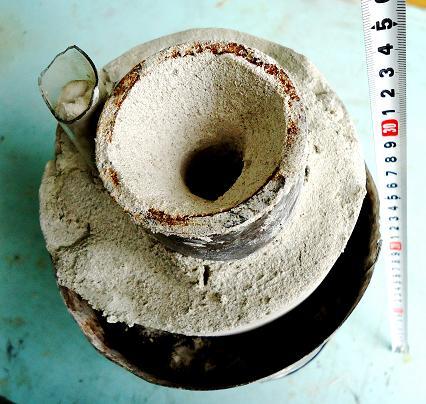
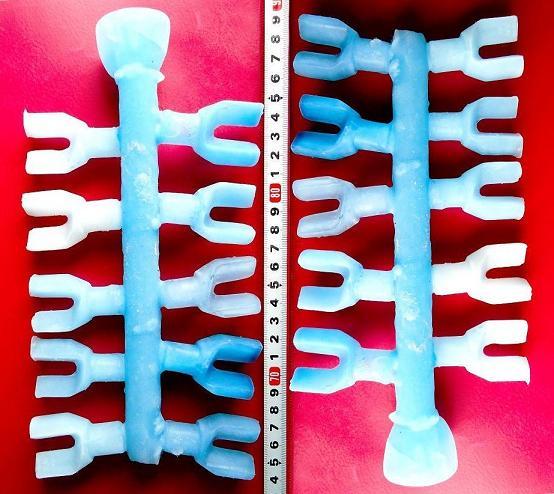
 Получение худож./технич. отливок из металла по ледяным моделям (принцип "просто добавь воды") Привлечение криотехнологии в литейное производство преследует цель заменить льдом органические материалы для изготовления разовых литейных моделей в целях повышения точности, ресурсосбережения и повышения экологической безопасности литья. Ледяные модели за рубежом стали делать роботы-принтеры, см. в инете. Мы предложили три способа изготовления песчаных оболочковых форм по ледяным моделям путем получения твердеющих связующих композиций типа «связующее + отвердитель». 1) ледяная модель служит носителем связующего, а сухая песчаная облицовочная песчаная смесь содержит отвердитель; 2) ледяная модель служит носителем отвердителя, а облицовочный слой песка — связующего; 3) модель замораживается из чистой воды (наиболее экологически благоприятный вариант), которая (расплав модели) не вступает в реакции отверждения формовочной смеси с добавками реагентов отвердителя и связующего (в виде порошка), но без воды эти реакции не идут. В этих трех способах подбирали составы с максимальной скоростью твердения. При изготовлении оболочковой формы путем засыпки песка в контейнер с ледяной моделью и виброуплотнения, таяния модели и пропитки песка получают песчаную корку толщиной 3…8 мм. При этом в состав оболочки достаточно вводить 0,3...0,4% связующего от массы песка в контейнере, что примерно на порядок меньше, чем вводят в традиционных формах из холоднотвердеющих песчаных смесей (ХТС) со связующим. Вообще, применение агрегатных переходов воды (из жидкого в твердое при замораживании модели, опять в жидкое при таянии модели и освобождении полости формы, а затем испарение при сушке увлажненной формы) в какой-то мере подобно кругообороту воды в природе. Идея цикличности материальных ресурсов как метод экологизации производства заимствована у Природы, где, как известно, действуют замкнутые циклические процессы, поэтому производственные технологии должны быть созвучны биосферным законам, и в первую очередь закону круговорота веществ. Разработка составов замораживаемых в составе модели водных композиций, в которых один компонент связующего находится в модели, а другой в окружающей ее песчаной смеси, показала достаточно хорошую технологичность получения оболочковых форм путем пропитки водным составом от тающей модели. В одном из таких примеров использовали ледяные модели из водного раствора жидкого стекла плотностью 1,08 г/см3 при содержании в песчаной смеси быстротвердеющего цемента или гипса. Продолжительность твердения оболочки от начала таяния модели массой 0,2…0,9 кг составляла порядка 6…10 мин. и более (в зависимости от типа цемента/гипса), после полного расплавления модели остаток (не пропитавший окружающий песок) модельной композиции выливали из затвердевшей оболочки, а оболочковую форму направляли на подсушку или заливку металлом с небольшим вакуумированием. Также разработаны способы вакуумной упаковки ледяных моделей в синтетическую пленку для последующего использования технологии вакуумно-пленочной формовки. Способы получения оболочковых форм с противопригарными свойствами вокруг ледяной модели дали новую криотехнологию литья. Эта криотехнология литья по разовым ледяным моделям деталей из металлов для машиностроения исключает или минимизирует использование полимеров или связующего для песка литейной формы, заменяет органические (пенопластовые или парафино-стеариновые выплавляемые) модели на ледяные, а такой процесс производства отливок полностью соответствует экологически чистым безотходным технологиям по принципу просто добавь воды Криотехнология - литье из цветных металлов по ледяным моделям. Институтом ФТИМС (г. Киев) эта криотехнология защищена десятками патентов на изобретения. Ищем научных и инженерных партнеров для совместных исследований и внедрения такого вида литья в производство как решение проблем экологии и ресурсосбережения. Владимир Дорошенко dorosh@inbox.ru, т.38(066)1457832
Получение худож./технич. отливок из металла по ледяным моделям (принцип "просто добавь воды") Привлечение криотехнологии в литейное производство преследует цель заменить льдом органические материалы для изготовления разовых литейных моделей в целях повышения точности, ресурсосбережения и повышения экологической безопасности литья. Ледяные модели за рубежом стали делать роботы-принтеры, см. в инете. Мы предложили три способа изготовления песчаных оболочковых форм по ледяным моделям путем получения твердеющих связующих композиций типа «связующее + отвердитель». 1) ледяная модель служит носителем связующего, а сухая песчаная облицовочная песчаная смесь содержит отвердитель; 2) ледяная модель служит носителем отвердителя, а облицовочный слой песка — связующего; 3) модель замораживается из чистой воды (наиболее экологически благоприятный вариант), которая (расплав модели) не вступает в реакции отверждения формовочной смеси с добавками реагентов отвердителя и связующего (в виде порошка), но без воды эти реакции не идут. В этих трех способах подбирали составы с максимальной скоростью твердения. При изготовлении оболочковой формы путем засыпки песка в контейнер с ледяной моделью и виброуплотнения, таяния модели и пропитки песка получают песчаную корку толщиной 3…8 мм. При этом в состав оболочки достаточно вводить 0,3...0,4% связующего от массы песка в контейнере, что примерно на порядок меньше, чем вводят в традиционных формах из холоднотвердеющих песчаных смесей (ХТС) со связующим. Вообще, применение агрегатных переходов воды (из жидкого в твердое при замораживании модели, опять в жидкое при таянии модели и освобождении полости формы, а затем испарение при сушке увлажненной формы) в какой-то мере подобно кругообороту воды в природе. Идея цикличности материальных ресурсов как метод экологизации производства заимствована у Природы, где, как известно, действуют замкнутые циклические процессы, поэтому производственные технологии должны быть созвучны биосферным законам, и в первую очередь закону круговорота веществ. Разработка составов замораживаемых в составе модели водных композиций, в которых один компонент связующего находится в модели, а другой в окружающей ее песчаной смеси, показала достаточно хорошую технологичность получения оболочковых форм путем пропитки водным составом от тающей модели. В одном из таких примеров использовали ледяные модели из водного раствора жидкого стекла плотностью 1,08 г/см3 при содержании в песчаной смеси быстротвердеющего цемента или гипса. Продолжительность твердения оболочки от начала таяния модели массой 0,2…0,9 кг составляла порядка 6…10 мин. и более (в зависимости от типа цемента/гипса), после полного расплавления модели остаток (не пропитавший окружающий песок) модельной композиции выливали из затвердевшей оболочки, а оболочковую форму направляли на подсушку или заливку металлом с небольшим вакуумированием. Также разработаны способы вакуумной упаковки ледяных моделей в синтетическую пленку для последующего использования технологии вакуумно-пленочной формовки. Способы получения оболочковых форм с противопригарными свойствами вокруг ледяной модели дали новую криотехнологию литья. Эта криотехнология литья по разовым ледяным моделям деталей из металлов для машиностроения исключает или минимизирует использование полимеров или связующего для песка литейной формы, заменяет органические (пенопластовые или парафино-стеариновые выплавляемые) модели на ледяные, а такой процесс производства отливок полностью соответствует экологически чистым безотходным технологиям по принципу просто добавь воды Криотехнология - литье из цветных металлов по ледяным моделям. Институтом ФТИМС (г. Киев) эта криотехнология защищена десятками патентов на изобретения. Ищем научных и инженерных партнеров для совместных исследований и внедрения такого вида литья в производство как решение проблем экологии и ресурсосбережения. Владимир Дорошенко dorosh@inbox.ru, т.38(066)1457832